チタンドープサファイア結晶レーザーロッドの表面処理方法


Ti:サファイア/ルビーの紹介
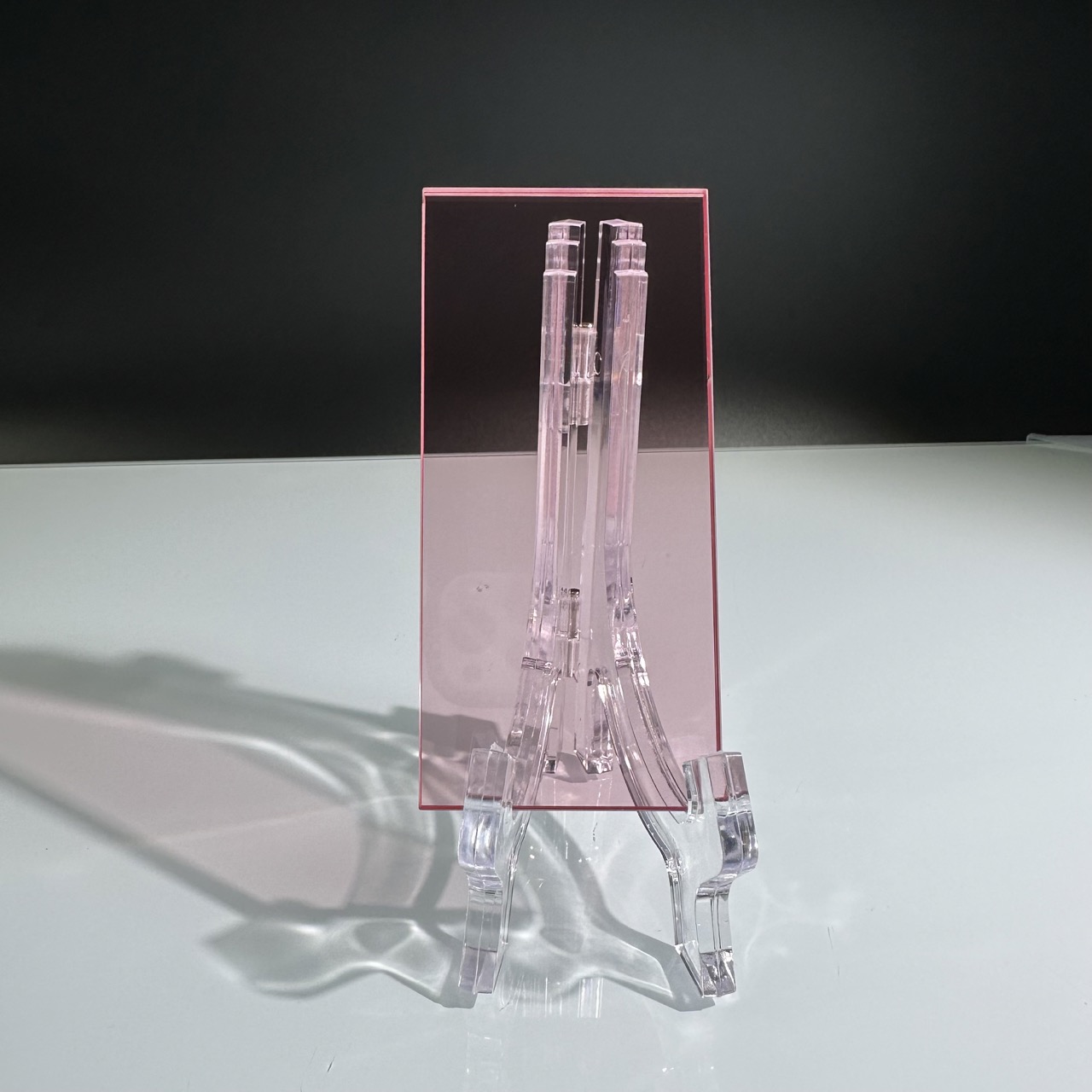
図1は、本発明のチタン宝石結晶レーザーロッドの表面処理方法のプロセスフロー図に従ったチタン宝石結晶Ti:Al2O3(ドーピング濃度0.35重量%Ti2O3)の結晶ブランクを示す。本発明のチタン宝石結晶レーザーロッドの表面処理方法の具体的な製造手順は以下の通りである。
<1> 配向切断:まずチタン宝石結晶を配向し、完成したレーザーロッドのサイズに合わせて0.4~0.6mm程度の加工代を残して四角柱状のブランクに切断します。
<2>柱の粗・精研削:柱ブランクを粗研削盤で120~180番のシリコンカーバイドまたはホウ素カーバイド研磨材を使用して四角形または円筒形の断面に研削します。テーパーと真円度の誤差は±0.01mmです。
<3> 端面加工:チタン宝石レーザーバーの端面をW40、W20、W10の炭化ホウ素鋼板で連続的に研磨します。研磨工程では、端面の垂直度を測定することに注意する必要があります。
<4> 化学機械研磨:化学機械研磨は、研磨パッド上の結晶を、予め配合された化学エッチング液の滴で研磨するプロセスです。研磨ワークと研磨パッドの相対運動と摩擦を利用しながら、化学エッチング剤を含むスラリー(研磨液)を用いて研磨を完了します。
<5> 酸エッチング:上記の研磨後のチタン宝石棒を、H2SO4:H3PO4 = 3:1 (v/v) の混合液に浸し、100~400℃の温度で5~30分間酸エッチングします。研磨工程でレーザーバー表面に生じた機械的な表面下損傷と様々な汚れを除去し、原子レベルの滑らかさと平坦性、格子の完全性を備えた清浄な表面を得ることを目的としています。
<6> 表面熱処理:前工程で発生した表面応力や傷をさらに除去し、原子レベルで平坦化された表面を得るために、酸エッチング後のチタン宝石棒を脱イオン水で5分間洗浄し、その後、水素雰囲気中で1360±20℃の一定温度環境に1~3時間置いて表面熱処理を行った。
詳細図